Souhaitez-vous souder rapidement des composants électroniques sur votre carte de circuit imprimé ? Vous trouvez qu’il est fastidieux de les souder manuellement à l’aide d’un fer à souder ? De plus, il est dangereux d’inhaler de la fumée pendant une longue période. Alors, qui ne voudrait pas chercher une autre façon de souder ? Vous venez d’avoir de la chance, car il existe une autre méthode standard de soudure, qui est très rapide. Pouvez-vous deviner de quoi nous parlons ? Il s’agit de la soudure à la vague !
Ce procédé de soudure vous permettra de réaliser plusieurs circuits imprimés en peu de temps. Cet article est donc consacré à la soudure à la vague. Ne bougez pas.
1、Soudure à la vague
1.1 Qu’est-ce que le brasage à la vague ?
À l’époque où la technologie de montage en surface n’était pas entièrement développée, le « soudage à la vague » était une technique de soudage très célèbre. Presque tous les circuits imprimés utilisaient la soudure à la vague pour le placement des composants électroniques. Le brasage à la vague est une procédure de brasage en masse qui vous permet de fabriquer rapidement de nombreux circuits imprimés.
Vous devrez faire passer chaque circuit imprimé au-dessus d’un bac de soudure liquéfiée. Là, une pompe créera une vague de soudure qui ressemblera à une « vague » debout. Cette onde stationnaire se répand sur le circuit imprimé et les composants électroniques sont soudés au PCB. C’est donc le contact entre la soudure et la serrure qui fait la magie.
Ensuite, le circuit imprimé reçoit un jet d’air ou d’eau pour un refroidissement sûr. Ce processus de refroidissement permettra de fixer les composants à leur place. En outre, le brasage à la vague est généralement effectué dans un environnement de gaz de protection, car l’utilisation d’azote permet d’atténuer les défauts de la soudure. La figure 1 montre des composants électroniques placés sur le circuit imprimé et prêts à passer sous la machine à souder.
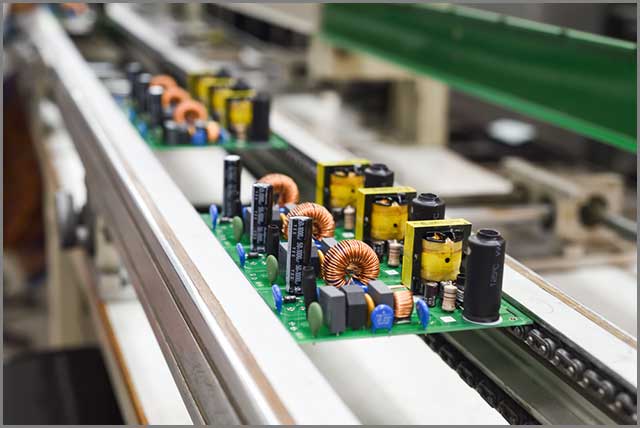
Image 1 : Processus de soudage
1.2. Détails techniques sur la soudure à la vague
Techniquement, ce procédé de soudage utilise un récipient entier d’étain pour effectuer la soudure. Il peut passer par des températures élevées, qui font fondre sa barre, et de l’étain fondu se forme. L’étain liquéfié est considéré comme « l’eau du lac ». On l’appelle « vague de nivellement » lorsque le lac est statique et horizontal. Et, il est appelé « onde de déviation » quand il y a des vagues dans le lac.
Le circuit imprimé peut être considéré comme un bateau. Il flottera sur le lac, qu’il soit calme ou agité, permettant à l’étain de fixer les composants électroniques sur la carte. Après le bain d’étain, vous verrez qu’il refroidira rapidement, et que la soudure fera son travail. Et qu’est-ce que c’est ? Bien sûr, elle va souder les composants électroniques au PCB.
De plus, vous devez vous assurer que les températures sont adéquates pendant ce processus. Si le contrôle de la température n’est pas suffisant, le circuit imprimé peut subir des contraintes mécaniques. Ce qui, à son tour, entraînera une perte de conductivité et des fissures. De plus, une température de brasage trop basse peut entraîner une mauvaise épaisseur de la soudure, ce qui peut encore aggraver les tensions sur la carte.
1.3 Quand utiliser la soudure à la vague ?
Heureusement, le brasage à la vague peut être utilisé pour les assemblages de circuits imprimés à montage en surface et à trous traversants. Pour le montage en surface, vous devrez coller les composants électroniques sur la surface du circuit imprimé à l’aide d’un équipement de placement. Après cela, il sera prêt à passer par la vague de soudure liquéfiée.
En général, le brasage à la vague est surtout utilisé pour le soudage de pièces électroniques à trous traversants. Par conséquent, dans de nombreuses applications à grande échelle, où les composants montés en surface sont principalement utilisés, vous pouvez utiliser le brasage par refusion au lieu du brasage à la vague. Vous devez maintenant vous demander ce qu’est le brasage par refusion ? Ne vous inquiétez pas, nous y reviendrons bientôt.
Cependant, vous pouvez toujours utiliser la soudure à la vague pour les applications qui font largement appel à des composants à trous traversants. Nous espérons qu’à présent, vous connaissez le concept de base du brasage à la vague. Dans le chapitre suivant, nous avons décrit en détail le processus de brasage à la vague.
2、Processus de soudure à la vague
2.1 Machine à souder à la vague
Sur le marché, vous rencontrerez de nombreux types de machines à souder à la vague. Vous pouvez acheter des machines à souder à la vague au plomb ou des machines à souder à la vague sans plomb. Tout dépend de vous. Cependant, les grands principes et les pièces fondamentales de toutes ces machines se ressemblent. Un convoyeur est une pièce essentielle qui est utilisée au cours de ce processus. Il fait passer les cartes de circuits imprimés par différentes zones.
Ensuite, vous verrez un bac de soudure et une pompe chargée de générer l’onde primaire. En outre, vous aurez également un pulvérisateur de flux et un tampon de préchauffage. Ces quatre éléments principaux constituent donc une machine à souder. La soudure dans les machines à souder à la vague est principalement composée d’un mélange de métaux.
Si la machine est équipée de soudure au plomb, elle contient 49,5 % de plomb, 50 % d’étain et 0,5 % d’antimoine. Cependant, dans les appareils les plus récents, des modèles sans plomb sont disponibles en raison de préoccupations sanitaires. On utilise donc fréquemment des alliages étain-cuivre-nickel et étain-argent-cuivre. La figure 2 illustre une machine à souder à la vague.

Image 2 : Machine à souder à la vague
2.2 Température de brasage à la vague
Actuellement, les alliages d’étain pour la soudure utilisent régulièrement le Sn 60/Pb40 et le Sn 63/Pb37. Par conséquent, il est recommandé de s’assurer que la température de fonctionnement reste autour de 260° ± 5°C. Néanmoins, vous devez également tenir compte du poids total du PCB et des pièces.
En pratique, les composants lourds peuvent être chauffés jusqu’à 280°C. Les composants légers, qui sont sensibles à la chaleur, peuvent être chauffés à une température aussi basse que 230 °C. En outre, il serait utile de prendre en compte le préchauffage et la vitesse de transport. La figure 3 montre un gros plan de la fusion de l’étain.

Image 3 : Brasage à la vague
Cependant, il est préférable de modifier la vitesse de transport plutôt que la température de l’étain, car le changement de température endommagera la qualité des joints de soudure en affectant la fluidité du récipient liquéfié. À des températures de soudure élevées, le cuivre commencera à se dissoudre, ce qui ruinera le contrôle de la qualité de la soudure globale.
2.3 Flux
Pendant le soudage à la vague, vous devez appliquer un flux liquide sur la surface du circuit imprimé. Vous observerez que le flux améliorera la qualité de la soudure des composants électroniques. Ces composants, les cartes de circuits imprimés, et aussi en liquide, lorsqu’ils sont stockés, sont exposés à l’atmosphère. Cette exposition peut les rendre oxydés et ainsi affecter la qualité de la soudure.
Le flux élimine principalement la saleté et les oxydes à la surface du métal. En outre, il crée également un film qui empêche l’air de réagir avec la surface du métal lors d’une installation à haute température. Ainsi, la soudure ne peut pas s’oxyder facilement. Néanmoins, il serait utile que vous utilisiez l’étain liquéfié pour la soudure pendant le processus de soudure à la vague.
Le point de fusion de la soudure sans plomb SAC305 est d’environ 217 °C.
Et, le flux ne peut pas être exposé à une température aussi élevée pendant longtemps. Par conséquent, si vous souhaitez utiliser du flux, vous devez l’ajouter avant que le circuit imprimé ne passe dans la solution d’étain.
Généralement, le flux peut être appliqué de deux manières. Premièrement, vous pouvez utiliser un flux moussant, et deuxièmement, vous pouvez l’ajouter par pulvérisation. Dans le cas du flux moussant, le flux se fixe sur le circuit imprimé, qui le traverse. Le principal inconvénient de cette méthode est que vous pouvez observer que la monnaie n’est pas appliquée uniformément. Ainsi, une mauvaise soudure peut se produire dans les zones où le flux n’existe pas.
Dans la méthode de pulvérisation, le flux est pulvérisé par la buse au passage de la carte de circuit imprimé. L’inconvénient de cette méthode est que le flux peut être rapidement donné à travers les interstices de la carte. Et le flux peut aussi polluer directement les composants électroniques de la face avant de la carte de circuit imprimé. De plus, si la monnaie n’est pas traitée et qu’elle tombe directement sur la carte, on peut également observer la corrosion de la carte.
2.4 Préchauffage
Normalement, le préchauffage est effectué avant le début du processus de soudage par ondes primaires. Il permet d’augmenter la température de la plaque supérieure entre 65 et 121°C avec une vitesse de chauffe comprise entre 2 °C /s et 40 °C /s. Vous ne pourrez pas obtenir les meilleurs résultats de soudage si le préchauffage est insuffisant. En effet, le flux ne pourra pas atteindre toutes les parties du PCB. D’autre part, si vous définissez une température très élevée pour le préchauffage, le flux « non nettoyé » peut en pâtir. Maintenant, si vous vous demandez ce qu’est exactement un changement « no-clean », nous l’avons expliqué dans la sous-section suivante.
2.5 Nettoyage
Le processus de nettoyage consiste à laver un PCB avec de l’eau désionisée ou avec des solvants pour éliminer les restes de flux. Cependant, il existe un type de flux qui ne nécessite pas de nettoyage. Pouvez-vous deviner lequel ? Oui, bien sûr, les flux « no-clean », leurs restes après le processus de soudage, sont bénins.
Mais il serait bon que vous fassiez attention ; certaines applications ne veulent pas de flux « no-clean ». C’est seulement parce que les changements « no-clean » peuvent être sensibles aux conditions du processus. Maintenant que vous savez tout sur le processus de brasage à la vague. Dans le prochain chapitre, nous ferons le lien entre le brasage à la vague et d’autres types de brasage.
3、Types de soudure
3.1 Brasage par immersion et brasage à la vague
En termes les plus simples, le brasage par immersion est un procédé de brasage dont la portée est limitée. Tout comme le brasage à la vague, il peut être utilisé à la fois pour les assemblages de cartes de circuits imprimés à montage en surface et à trous traversants. De plus, la soudure se dépose sur les zones métalliques nues du circuit imprimé. Ainsi, vous observerez une connexion électrique et mécanique fiable. Enfin, le brasage par immersion est la version manuelle du processus de brasage automatique.
3.2 Soudage par refusion et soudage à la vague
Le brasage par refusion est la méthode la plus connue pour fixer les composants montés en surface sur le circuit imprimé. Vous devez créer une pâte à souder à partir de flux et de poudre à souder. Ensuite, vous utiliserez cette pâte pour fixer les composants électroniques sur les plages de contact. Vous chaufferez ensuite l’ensemble sous une lampe infrarouge ou dans un four à refusion. La soudure se liquéfie alors et établit des connexions entre les joints.
De l’autre côté, vous pouvez également souder différents joints avec un crayon à air chaud. La figure 4 montre l’assemblage du circuit imprimé se déplaçant dans la machine du four à refusion.
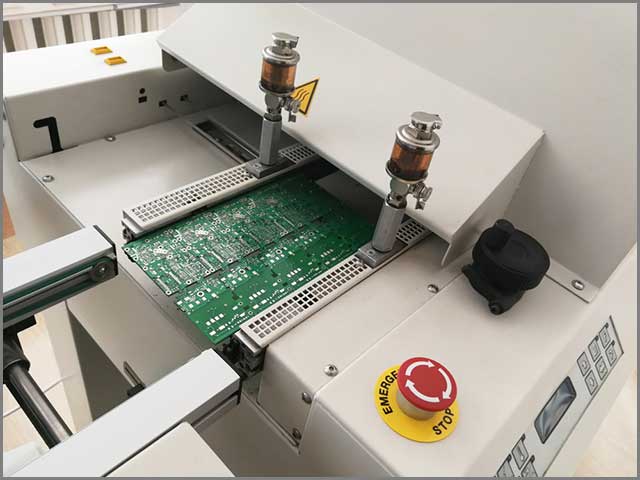
Image 4 : Soudure à la vague
Maintenant, vous devez vous demander quelle technique doit être utilisée et quand ?
Le brasage à la vague est plus compliqué que le brasage par refusion.
Dans le brasage à la vague, le temps pendant lequel le circuit imprimé reste dans la vague de soudure et la température du circuit imprimé nécessitent une surveillance attentive. Le circuit imprimé peut être défectueux si l’environnement de brasage n’est pas correct.
Cependant, avec le brasage par refusion, vous n’avez pas besoin de vous préoccuper beaucoup du contrôle de l’environnement. Cela étant, vous devez savoir que le brasage à la vague est moins cher et plus rapide que le brasage par refusion. Dans de nombreuses applications, la soudure à la vague est le seul moyen utile de souder des composants sur la carte.
Vous remarquerez que la refusion est surtout utilisée pour les applications à petite échelle. Ces applications ne nécessitent pas une production de masse fiable, bon marché et rapide de cartes de circuits imprimés. Étonnamment, vous pouvez également utiliser une combinaison de soudure par refusion et de soudure à la vague. Vous pouvez souder les composants d’un côté avec la soudure à la vague et utiliser la soudure par refusion de l’autre côté.
Voilà donc quelques alternatives à la soudure à la vague. Cependant, il existe encore un autre type de technique de soudure que le chapitre suivant compare à la soudure à la vague.
4、Soudure sélective à la vague
4.1 Machine à souder sélective
Que faire si vous avez des pièces sensibles qui peuvent être endommagées dans le processus de soudure à la vague ou dans le four de refusion ? Selon vous, que faut-il faire pour éviter les hautes températures ? Voulez-vous tenter votre chance avec le brasage à la vague ou le brasage par refusion ? Ou bien, souhaiteriez-vous une autre méthode ? Heureusement, c’est là qu’intervient le brasage sélectif à la vague.
Il est utile d’opter pour le brasage sélectif lorsque vous craignez que vos composants électroniques ne survivent pas au brasage à la vague ou par refusion. Vous trouverez sur le marché une grande variété de machines à souder à la vague particulières. Il existe des machines standard à insertion d’azote, des machines de type pot à souder, et bien d’autres encore. La figure 5 présente une machine de brasage à la vague sélective.

Image 5 : Soudure à la vague
4.2 Directives pour la soudure à la vague sélective
Lorsque vous achetez une machine à souder sélective à la vague, elle est accompagnée d’un logiciel et de directives. En général, vous devrez suivre les trois étapes suivantes pour effectuer le travail :
- 1.Vous devez appliquer le flux liquide,
- 2.Vous devez assembler le PCB ou le préchauffer,
- 3.Vous devez souder à l’aide d’une buse de soudure « spécifique au site ».
4.3 Problèmes liés au brasage sélectif
Lors du brasage sélectif, vous pouvez rencontrer les problèmes suivants :
1. Dissolution de la plaquette de cuivre : La température élevée peut dissoudre la plaquette de cuivre dans la soudure fondue.
2. Boules de soudure : Des boules de soudure peuvent se former en raison du collage du masque de soudure à haute température.
3. Pontage de soudure : L’excès de soudure peut créer une connexion supplémentaire entre deux broches.
4. Cordon de soudure : Les restes de soudure en travers de la buse de soudure peuvent en être la cause.
4.4 Coût de la machine à souder sélective à la vague
Si vous voulez comparer le coût de la machine à souder sélective avec celui de la machine à souder à la vague, vous serez heureux d’apprendre que la soudure sélective sera cinq fois moins chère. Cela est dû au fait qu’elle nécessite moins d’électricité, qu’elle consomme moins de flux et de soudure, qu’elle ne nécessite pas de nettoyage, qu’elle ne nécessite pas de reprise et qu’elle ne nécessite pas de bande de protection.
Nous espérons que vous pouvez maintenant décider de la technique de brasage que vous souhaitez utiliser. Mais avant de prendre votre décision finale, nous avons également mentionné les défauts, le coût et les problèmes de la soudure à la vague dans le chapitre suivant.
5、Défauts et problèmes du brasage à la vague
5.1 Défauts et problèmes du brasage à la vague
Si la température et l’environnement de brasage ne sont pas correctement contrôlés, vous rencontrerez les défauts suivants après le processus de brasage à la vague :
– Cavités
– Fissures
– Mauvaise conductivité
– Épaisseur de soudure inadéquate
Et ce ne sont là que quelques problèmes liés au brasage à la vague :
– Consommation plus élevée d’électricité, de flux, de soudure et d’azote
– Nécessité de retravailler la soudure
– Masquage supplémentaire des points sensibles
– Nettoyage supplémentaire des assemblages soudés Masques ou palettes d’ouverture de soudure à la vague

Image 6 : Soudure à la vague
5.2 Coût du brasage à la vague
Maintenant, après avoir lu tout l’article, pouvez-vous deviner les coûts d’exploitation d’une machine à souder à la vague ? Vous pouvez l’imaginer en ce qui concerne le brasage sélectif. En raison des problèmes mentionnés ci-dessus et des défauts, le brasage à la vague peut être cinq fois plus cher.
6、Conclusion
Dans ce guide, nous avons expliqué tout ce qui concerne le processus de soudure à la vague. Nous avons même mentionné les alternatives des méthodes de soudure. Notre objectif était de dissiper toutes les questions que vous vous posez sur la soudure à la vague. Maintenant, vous pouvez facilement décider quelle forme de soudure vous convient le mieux et à quel moment.
En outre, vous pouvez nous contacter si vous souhaitez fabriquer un PCB ou profiter de son assemblage. Vous pouvez même nous interroger sur les techniques que nous utilisons pour l’assemblage des PCB. Nous vous guiderons de toutes les manières possibles.
Et, si vous avez des questions, notre équipe d’experts et d’ingénieurs y répondra dans les meilleurs délais. Nous savons comment prendre soin de vos intérêts et de vos besoins. Contactez-nous à l’adresse [email protected].
